
作者:admin发表于: 2015-07-31 08:51

范老师技术工程师
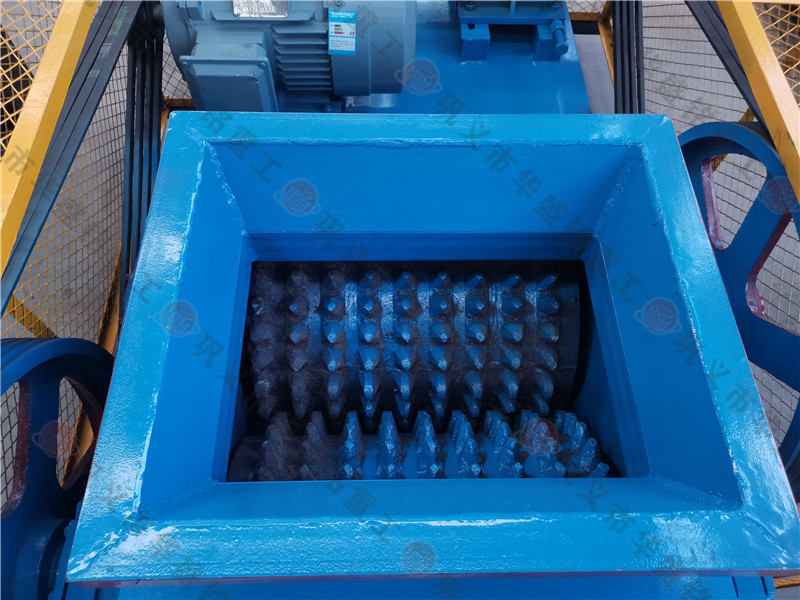
1)增加辊齿的硬度
为增加辊齿的硬度,对辊齿表面进行堆焊,使齿面的度达到HRC58以上。
2)辊齿表面堆焊
由于辊齿的材质为高锰钢合金钢,焊接性能比较差。对焊条材料选择及堆焊施工要求的技术含量高。选择合适的耐磨焊条后,直接在辊齿表面进行堆焊,对高齿采用5mm过渡层及15mm耐磨层的堆焊,低齿进行2mm~5mm的修复。
3)合理分布高、低齿
由于辊齿的非正常磨损,所有齿都磨成了一样的高度,已经无法分清原来高齿与低齿的具体位置。可根据高齿与低齿的数量和布置原则,制定分布方案,并在高齿的地方做好记号,以便在焊接中能准确施工。
4)堆焊方法
先将齿板从破碎机转子上拆卸下俩,平放。将需要堆焊的所有部位用磨光机抛光现金属色。采用直流电焊机,电焊线反接,堆焊时采用单道断焊接工艺施焊,耐磨层电流控制在150~180A,过渡层电流控制在90~110A。控制焊接层温度在100摄氏度以下,分层堆焊至需要的厚度,单层厚度控制在1.5mm~2.0mm。
 上一篇:四辊破碎机运行时的安全警告!
上一篇:四辊破碎机运行时的安全警告!
如需了解设备的优惠报价、选型、配置方案等相关资讯,可以留下您的需求。
专车接待实地考察免费制定方案



 下一篇:
下一篇:






